1 - I BATTERI COMUNICANO TRA DI LORO.
Non si può dire che parlino o cantino, così come accade all’uomo o come fanno (in modo più elementare) delfini e balene, ma certo si scambiano informazioni rilasciando nell’ambiente una serie di messaggi che i loro consimili percepiscono. Per esempio, i batteri periodicamente fanno il censimento della popolazione e tastano il terreno, ossia verificano praticamente in tempo reale le condizioni dell’ambiente che li circonda, sia esso l’ambiente esterno o l’interno di un essere animato come una pianta, un animale o l’uomo stesso. In questo contesto i batteri producono e rilasciano nell’ambiente circostante alcuni composti chimici specifici che fungono da trasmettitori del messaggio; altri batteri li captano, li interpretano e rispondono producendo a loro volta dei messaggi, diciamo così, odorosi. Nella società dei corrono costantemente dei segnali chimici, molecole di piccole dimensioni simili agli anticorpi e chiamati autoinduttori. Queste molecole si accumulano al di fuori delle singole cellule microbiche, ma finché la carica microbica è bassa e diluita nell’ambiente esterno non succede nulla. Quando però la stessa popolazione si accresce e supera un certo livello (un quorum, visto come numero legale per una votazione) le molecole che si sono accumulate possono innescare una serie di eventi che si succedono per lo più con effetto “a cascata” determinando qualche reazione o qualche effetto. Questo sistema di comunicazione è chiamato, appunto, quorum sensing.

2 - MIELE E BOTULISMO INFANTILE
È ormai diffusa tra le mamme e tra i pediatri la precauzione di evitare il consumo del miele in bambini fino al raggiungimento di un anno di età, per prevenire il botulismo infantile. Il botulismo infantile, contrariamente a quello alimentare, non è un’intossicazione, in quanto la tossina viene prodotta in particolarissime e rarissime circostanze nell’intestino del neonato e quindi viene assorbita provocando l’insorgenza della malattia. La fonte del botulismo infantile quindi non è la tossina ma le spore, che si trovano naturalmente nell’ambiente e nella polvere e che possono venire a contatto anche con il neonato. La loro germinazione, moltiplicazione e conseguente produzione di tossina nell’intestino sembrerebbe possibile solo grazie ad un dismicrobismo intestinale (alterazione del numero totale dei microrganismi costituenti la flora microbica intestinale e del rapporto tra le varie specie naturalmente presenti nell’intestino) che ridurrebbe il normale effetto antagonista della popolazione intestinale autoctona nei confronti dei clostridi produttori di tossine botuliniche.
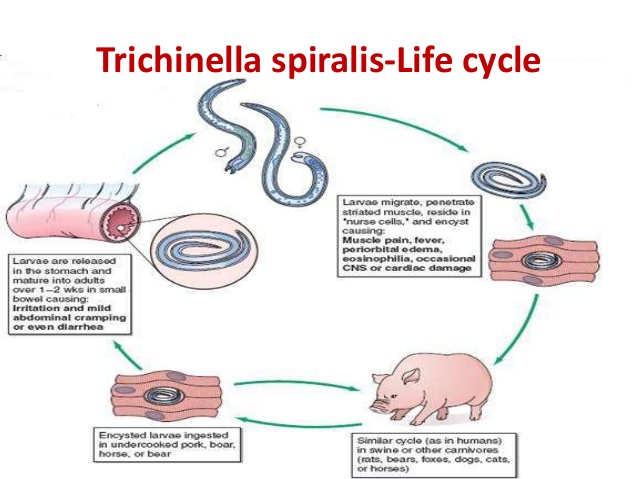
3 - LARVE DI TRICHINELLA SPIRALIS E COTTURA A MICROONDE
L’efficacia della cottura a microonde nella distruzione delle larve di T. spiralis è stata studiata da diversi gruppi di ricerca. In uno studio orientato alla produzione domestica – nel quale la maggior parte degli arrosti di maiale infestati da trichine veniva cotto in forni a microonde in base al tempo piu che alla temperatura, Zimmerman e Beach hanno trovato che su 51 prodotti (48 arrosti e 3 braciole di maiale) cotti in 6 forni diversi 9 rimanevano infettivi; di questi, 6 non avevano raggiunto la temperatura di 76,7 °C e 3 l’avevano superata in qualche punto del ciclo di cottura. I ricercatori hanno sottolineato che la carne di maiale infestata sperimentalmente utilizzata nello studio proveniva da maiali infettati con 250.000 T. spiralis, che avevano prodotto circa 1000 trichine per grammo di tessuto rispetto a circa 1 trichina per grammo che normalmente si trova nei maiali infettati naturalmente. La cottura della carne di maiale in forni a microonde costituisce evidentemente un motivo di preoccupazione in relazione alla distruzione delle larve di trichinella.
4 - ENTOMOFAGIA: ASPETTI NUTRIZIONALI
Sebbene finora pochi studi abbiano analizzato le caratteristiche nutrizionali degli insetti e il loro metabolismo negli esseri umani (AA.VV., 2013), è generalmente riconosciuto che essi siano una fonte di cibo nutriente. In generale, gli insetti forniscono energia, proteine, amminoacidi e acidi grassi essenziali benefici per la salute umana, mentre il contenuto di grassi può variare ampiamente tra 7 e 77g per 100 g di peso secco (Belluco et al., 2013). Infine, anche il contenuto di fibre e micronutrienti (vitamine e minerali) è molto elevato (Halloran et al., 2015). Come per molti altri animali, i valori nutrizionali possono variare significativamente da specie a specie, dallo stadio di vita e dal substrato con cui vengono alimentati.
5 - ESISTE UNA “DOSE TOLLERABILE” DI ACRILAMMIDE?
L’acrilammide e la glicidammide, suo metabolita, sono genotossiche e cancerogene. Dal momento che qualsiasi livello di esposizione a una sostanza genotossica potenzialmente ha la capacità di danneggiare il DNA e far insorgere il cancro, gli scienziati dell'EFSA hanno concluso di non poter stabilire una dose giornaliera tollerabile (DGT) di acrilammide negli alimenti. In luogo di ciò gli esperti dell'EFSA hanno stimato l’intervallo di dosaggio entro il quale è probabile che l’acrilammide causi una lieve ma misurabile incidenza di tumori ("effetti neoplastici") o di altri potenziali effetti avversi (neurologici, sullo sviluppo pre e postnatale e sul sistema riproduttivo maschile). Il limite inferiore di questo intervallo viene detto limite inferiore dell’intervallo di confidenza relativo alla dose di riferimento (BMDL10). Per i tumori gli esperti hanno scelto un BMDL10 di 0,17mg/kg pc/giorno. Per altri effetti, i mutamenti neurologici più pertinenti al caso sono stati osservati con un BMDL10 di 0,43 mg/kg pc/giorno. Confrontando il BMDL10 all’esposizione umana all’acrilammide, gli scienziati sono in grado di indicare un “livello di allarme per la salute” noto come “margine di esposizione”.

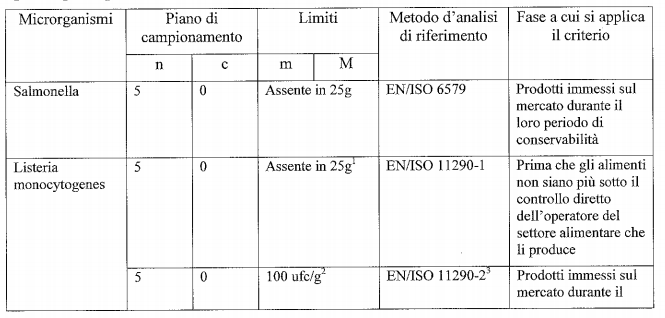
6 - MORTALITÀ DA LISTERIOSI
La listeriosi umana presenta tassi di mortalità che possono arrivare fino al 30-40% dei soggetti colpiti, valore che supera quello di altri agenti di malattia alimentare come Salmonella spp. e che si avvicina a quelli di Clostridium botulinum (i cui tassi di mortalità possono andare dal 20-30% fino al 70-80% delle persone colpite). A differenza del botulismo, però, la listeriosi è una malattia alimentare piuttosto frequente: si stima che la sua incidenza tra la popolazione sia di circa 0,7-1 caso/100.000 abitanti se si prendono in considerazione le persone in normali condizioni di salute (soggetti immunocompetenti). Tuttavia, la probabilità di contrarre l’infezione dagli alimenti è tre volte maggiore per le persone con più di 70 anni di età e sale a oltre 17 volte per le donne in gravidanza e i soggetti con compromissione delle difese immunitarie (Siegman-Igra et al., 2002).
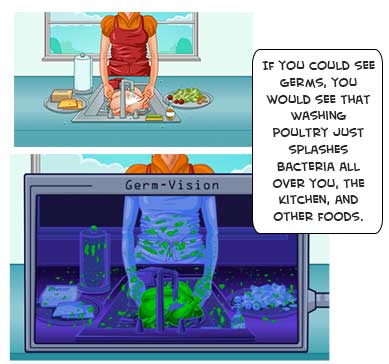
7 - MAI LAVARE IL POLLO PRIMA DI CUCINARLO
La FSA ritiene infatti che quando il pollo crudo viene lavato, il Campylobacter, batterio solitamente presente nell’apparato gastroenterico del pollo, può diffondersi repentinamente attraverso gli schizzi d’acqua generati col lavaggio di pollame, oche, anatre e fagiani. La proliferazione del Campylobacter porta alla contrazione della campylobatteriosi, una malattia che colpisce l’apparato digerente dell’uomo che si manifesta con specifici sintomi, quali diarrea, dolori addominali, vomito e nausea, e nei casi più gravi, mal di testa e febbre. Il batterio potrebbe essere tuttavia eliminato attraverso una cottura a puntino delle carni a patto però che il pollo passi dal frigo direttamente in padella o in forno. Altro passaggio da seguire con meticolosità è quello di lavare per bene il tagliere, i coltelli e altri eventuali utensili impiegati durante la preparazione.
8 - LE BATTERIOCINE NON SONO ANTIBIOTICI
Molti batteri, sia Gram positivi che Gram negativi possono produrre composti di natura proteica (vere proteine o piccoli peptidi) che manifestano attività antimicrobica. Questi composti sono stati chiamati batteriocine. Le batteriocine possono somigliare, come effetto, a un antibiotico, ma non sono da considerare veri antibiotici. Fra le prime e i secondi, infatti, vi sono alcune importanti differenze:
- le batteriocine sono efficaci contro ceppi di batteri che appartengono alla stessa specie che produce le batteriocine o al massimo contro ceppi di specie affini alla specie produttrice. Un antibiotico, invece, può essere efficace contro batteri di varie specie anche molto differenti l’una dall’altra;
- le batteriocine sono prodotte dai ribosomi dei batteri e la loro sintesi avviene nella fase di crescita primaria, mentre gli antibiotici sono di solito dei metaboliti secondari dei microrganismi;
- le batteriocine sono composti quasi sempre di piccolo peso molecolare e sono facilmente degradate da enzimi proteolitici, soprattutto quelle presenti nell’intestino dei mammiferi. Questo le rende praticamente innocue per uso alimentare umano, mentre altrettanto non può dirsi per gli antibiotici.
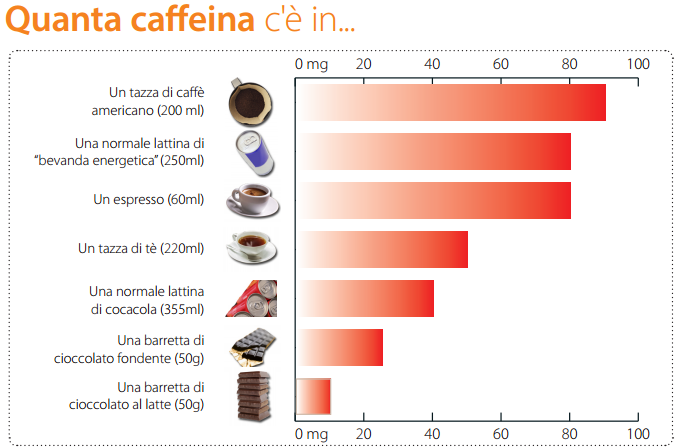
9 - QUANTA CAFFEINA CONSUMIAMO?
Le assunzioni quotidiane medie, pur variando a seconda degli Stati membri, sono comprese nelle seguenti fasce:
Molto anziani (75 anni e più): 22-417 mg
Anziani (65-75 anni): 23-362 mg
Adulti (18-65 anni): 37-319 mg
Adolescenti (10-18 anni): 0,4-1,4 mg/kg pc
Bambini (3-10 anni): 0,2-2,0 mg/kg pc
Bambini piccoli (12-36 mesi): 0-2,1 mg/kg pc
Nella maggior parte delle indagini i cui dati sono confluiti nella banca dati EFSA sui consumi di alimenti, la fonte predominante di caffeina per gli adulti era il caffè, rappresentando tra il 40% e il 94% dell’assunzione totale. In Irlanda e Regno Unito la fonte principale è risultata il tè, che rappresentava rispettivamente il 59% dell’assunzione totale di caffeina nel primo Paese e il 57% nel secondo. Ci sono grosse differenze tra i Paesi per quanto riguarda il contributo delle diverse fonti alimentari al totale della caffeina assunta dagli adolescenti. Il cioccolato è risultato essere la fonte numero uno in sei sondaggi, il caffè in quattro sondaggi, le bevande a base di cola in tre, e il tè in due. Nella maggior parte dei Paesi il cioccolato (che comprende anche le bevande a base di cacao) è stata la fonte principale di caffeina per i bambini dai 3 ai 10 anni, seguito da tè e bevande alla cola. Un motivo delle differenze nei livelli di consumo – a parte le abitudini culturali – è la concentrazione variabile di caffeina riscontrata in alcuni prodotti alimentari. Le concentrazioni nelle bevande a base di caffè dipendono dal processo produttivo, dalla varietà di chicchi di caffè usati e dalle modalità di preparazione (per es. caffè americano, espresso). I livelli riscontrati nelle bevande a base di cacao variano a seconda della quantità e del tipo di cacao usato dalle varie marche.
10 - SPECIFIC SPOILING MICRO-ORGANISM (SSO)
Gli SSO sono un gruppo molto eterogeneo di batteri, lieviti e muffe; se in un alimento trovano le condizioni idonee per moltiplicare a dismisura, gli SSO con i loro enzimi (endogeni e/o esogeni) possono degradare i componenti dell’alimento modificandone le caratteristiche in modo sgradevole ai nostri sensi, tanto da fare giudicare il prodotto come “alterato”, “deteriorato”, “in putrefazione”. In generale si ammette che un alimento qualunque cominci a manifestare modificazioni evidenti di uno o più caratteri sensoriali quando sulla sua superficie o al suo interno la carica microbica supera le 107-108 ufc/g o /cm2.
Bisogna, però, specificare subito un concetto: gli alimenti si deteriorano NON perché al loro interno la carica microbica cresce in modo omogeneo e disordinato; una parte dei microrganismi che formano la flora microbica, sotto l’effetto dei vari fattori del substrato non riesce a duplicare, mentre altri trovano nella matrice le adatte condizioni di pH, Aw, tensione parziale di ossigeno e temperatura che li favoriscono. Sono questi ultimi gruppi di microrganismi che prendono il sopravvento sugli altri e, moltiplicando a dismisura, fanno andare a male il prodotto. Ecco perché è corretto sostenere che le alterazioni microbiche degli alimenti sono provocate dall’eccessiva proliferazione di solo alcuni gruppi di microrganismi (a volte solo un tipo di batterio o di lievito o di muffa!). E questi microrganismi che, prendendo il sopravvento sugli altri, riescono a deteriorare il prodotto sono chiamati, appunto, “agenti specifici di putrefazione” (in inglese Specific Spoiling micro-Organism SSO).
Giovanni Romano